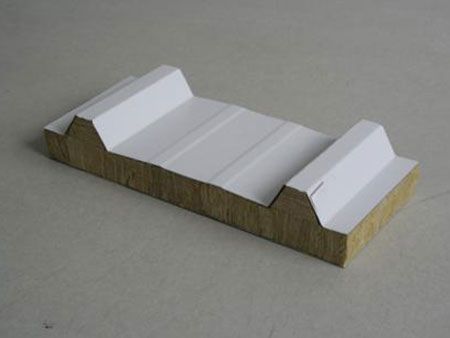
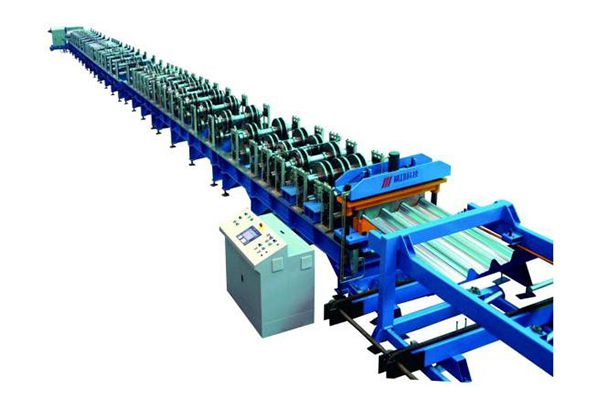
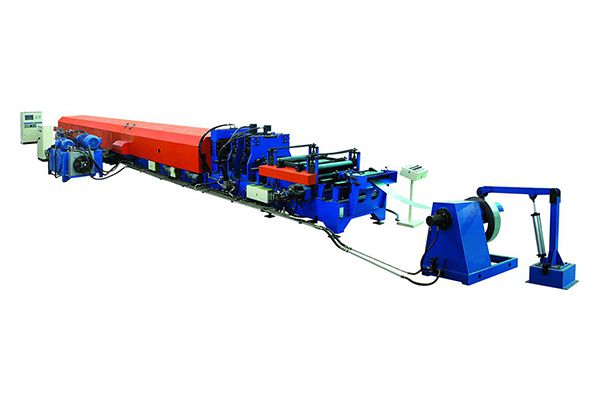
La ligne de fabrication de panneaux sandwich ondulés est une ligne de production intégrée composée principalement d'une profileuse et d'un système de stratification de panneaux sandwich. Avec cette ligne, les panneaux sandwich ondulés peuvent être produits directement, sans l'apparition de lacunes rencontrées dans les panneaux sandwich ondulés traditionnels qui sont stratifiés manuellement après formage de la feuille ondulée. Par ailleurs, la profileuse et le système de stratification peuvent fonctionner indépendamment et de façon très efficace. Nos machines possèdent des techniques de travail avancées et intègrent des équipements mécaniques et électriques dans un ensemble organique. La capacité de fabrication annuelle de cette ligne de production (huit heures par jour) est d'environ 500 000 mètres carrés.
La machine de profilage de la ligne de production est dotée d'un système d'alimentation, d'un système de profilage et d'un système de coupe de grande performance. Le système de stratification est composé de plusieurs processus, y compris le déroulement, l'alimentation, le chauffage, le laminage, le roulement des bords, le retournement des bords, le rainurage, la coupe de bord et d'autres équipements tels que le dispositif pneumatique, l'unité de coupe automatique et le système PLC.
-

- Dotée d'une structure soudée, le dérouleur se compose d'un cadre de déroulage, d'un appareil d'expansion, d'un système de freinage, etc. Au démarrage, vous devez tout d'abord guider la bobine d'acier manuellement vers le système de profilage avant d'utiliser la machine. Vous devez aussi introduire les tôles d'acier dans le système de profilage.
-

- Système de revêtement de films
Ce système est principalement utilisé pour protéger la surface de la feuille.
-

- Système de profilage
Il se compose d'un cadre de base en acier soudé, de pièces de transmission, de rouleaux, etc. Ce système est entrainé par un réducteur et transmis à l'aide d'une roue à chaîne et d'une chaîne. Les rouleaux sont conçus par un logiciel CAO et fabriqués par technique d'usinage. La surface des rouleaux est chromée, ce qui assure une dureté élevée et une durée de vie prolongée.
-
- Cadre de profilage
Il intègre une structure soudée pour une meilleure rigidité et stabilité. La surface est traitée par processus de grenaillage par oxydation.
- Cadre de profilage
-

- Unité d'alimentation des matériaux isolants
Cette unité adopte une structure à cadre solide. La longueur du panneau isolant est supérieure à 3,5 m. Pendant l'exploitation de la machine, l'opérateur doit placer le panneau isolant sur les rouleaux d'alimentation pour le processus de convoyage vers l'unité de stratification. Le panneau isolant sera ensuite collé aux feuilles supérieures et inférieures pré-peintes.
-

- Unité de stratification
Cette unité adopte aussi une structure à cadre qui présente trois supports de rouleau de stratification à la partie supérieure et inférieure. Chaque rack à rouleau est équipé d'un ensemble de rouleaux enduits en caoutchouc. Les rouleaux supérieurs et inférieurs enduits en caoutchouc sont applicables au panneau plat et les rouleaux en caoutchouc sur le petit rack sont adaptés au panneau ondulé (type rainure). Le rack inférieur est fixe. L'utilisateur peut ajuster la hauteur du rack supérieur afin d'ajuster la force de stratification. Pour la production de panneaux plats, le petit rack descend à une position très basse tandis que pour la production de panneaux ondulés, cette partie doit être soulevée à la position la plus haute pour être en accord avec l'ondugation.
-

- Unité de coupe
Cette unité est équipée d'un système d'envoi très fiable. La scie est entrainée par un moteur pour réaliser la découpe du panneau sandwich. La machine à découper dispose d'une coupe de haute précision. Elle adopte un système de contrôle pneumatique pour le contrôle du serrage, de l'envoi et de la réservation.
-

- Système d'approvisionnement en colle
Ce système piloté de façon indépendante dispose de 4 supports de tambour pour l'approvisionnement approprié de la colle dans le dispositif de collage à 4 directions. Le flux de colle est ajustable selon la vitesse de travail au moyen d'un moteur d'alimentation pour la colle. Pour ajuster la proportion de deux types de colles, il faut juste changer le nombre de dents se trouvant sur les chaînes de l'arbre de transmission.
| Modèle | XBJ-III | XBJ-IV | XBJ-VII | |||
| Matériau de surface approprié | Feuille d'acier colorée | |||||
| Matériau de base approprié | EPS | EPS | EPS\Laine de roche | |||
| Vitesse de travail (m/min) | 1-6 | 1-6 | 1-6 | 1-3 | ||
| Température de travail appropriée | Environ 25℃ | |||||
| Contrôleur | PLC | |||||
| Opération | Écran tactile + Bouton | |||||
| Puissance totale(KW) | 42 (Y compris la puissance du moteur de chauffage) | |||||
| Poids total(KG) | Environ 22000 | Environ 22000 | Environ 25000 | |||
| Taille totale(mm) (Longueur×Largeur×Hauteur) | 40000× 3600×3300 | 40000× 3600×3300 | 45000× 3600×3300 | |||